
地址:浙江省长兴县林城镇工业园区
电话:0572-6877665
邮箱:942948823@qq.com
手机号:13567232149
网址:www.hongdadl.cn
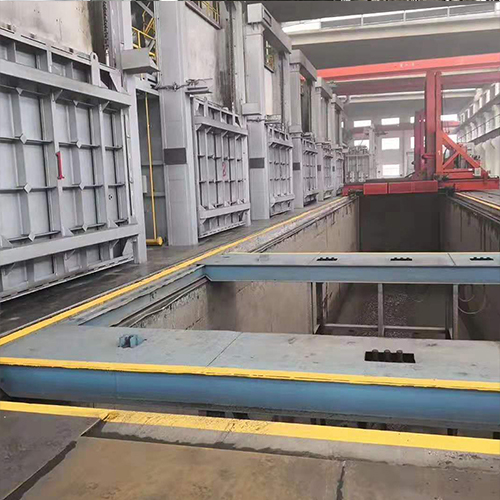
重庆球化炉整个炉体被封闭在钢结构框架中。重庆球化炉①加热室②加热元件③炉④风扇⑤炉门⑥淬火油位于炉子下方,是一种防水混凝土结构,直径为4米,深度为20米,或者根据其长度而更深 淬火挤压产品。重庆球化炉加热炉的中心相对于淬火池偏心1.2米,因此首先使用电动葫芦将提升机提升到淬火池中。然后平移到熔炉,然后使用提升链(由提升驱动)到熔炉中的适当高度,直到提升电源自动关闭。 提升速度为0.4 m / s。淬火过程中的下降速度为0.4〜0.6 m / s。对于大型挤出产品,可以将其单独淬火。炉体框架配备有用于提升和平移炉门的液压缸。炉门本身装有石棉密封。在加热室和绝缘层之间,具有宽度为250mm的环形凤凰,并且在其中安装有加热元件。炉子的加热室通过薄板与加热元件隔开。风扇安装在炉子下方的平台上,电动机功率为70千瓦。送出的空气通过加热室和加热元件之间的通道进入加热室,形成一个强制性热空气循环的封闭系统。 加热过程完成后,打开炉门,将装料直接放入淬火槽中。重庆球化炉分为五个加热段,每个段可以从三角形连接转换为星形连接。使用五个电子电位器自动调节并记录温度。

在重庆球化炉中进行淬火时的冷却速度是指需要确保饱和固溶体固定而不会分解,防止强化相沉淀以及降低淬火时效的机械性能。因此,重庆球化炉淬火时的冷却速度越快越好。然而,冷却速率越大,淬火产品的残余应力和残余变形越大。因此,应根据不同的合金以及不同形状和尺寸的产品来确定冷却速度。 普通合金的淬火对冷却速率高度敏感,因此选择的冷却速率应较大。实际上,就此而言,您可以清楚地看到台车炉比网带炉要复杂得多,这与它们的使用范围有关。对于具有不同形状和尺寸的产品,应使用不同的冷却速率。通常,这主要是通过调节淬火介质的温度来实现的。对于简单的形状,中小型棒材,可以使用室温淬火;对于形状复杂且壁厚差较大的型材,可以使用中温淬火。 对于特别容易变形的产品,甚至可以将水温升高到更高的温度进行淬火。随着水温的升高,淬火产物的机械性能和耐腐蚀性降低。

重庆球化炉主要由外罩,内管,对流管,燃烧器,炉底搅拌循环风机,强制冷却风机,甲醇裂化炉等组成。外壳由钢板外壳,炉衬和炉顶悬挂梁组成。 外壳是整个炉体的结构支撑。 下部有一对导向环,用于固定在炉膛两侧高度略有不同的导向柱上,以确保盖和炉膛的中心线重合。内筒的功能是将烟道气流动空间与工件所处的受控气氛流动空间分隔开,同时,它也是传热过程中的热交换表面。 重庆球化炉内筒具有良好的密封性能,较强的耐高温性和抗氧化性,并具有一定的刚度,可以增加换热面积,减少变形,延长使用寿命。对流气缸的作用是确保将要处理的物料与内缸分离,并为对流通道提供受控的气氛。 热气流首先沿对流气缸和内气缸之间的环面上升,然后下降进入物料堆。 环空中的气体速度很高并且保持不变,这有利于气流与内筒之间的热传递。

重庆球化炉为中等工业窑炉,呈长条形。车辆厂锻冶车间车轴连续重庆球化炉原选用燃油亚高速烧嘴,首要用于火车车轴加热铸造后进行热处理,是车辆厂锻冶车间首要设备之一。改造后的光亮退火炉的炉温分为三区,其间工件由推钢机推入炉膛一区——加热区,有两边墙上下错列安置的四只烧嘴,轨道由耐火砖砌成的拱支承,使工件可双面 加热,再向前是二区和三区——恒温区,在两边墙同高度错列安置四个烧嘴。八只烧嘴均选用低压涡流烧嘴,一区和二区之间设有间隔梁,在炉子前后顶部配有两台 复合式金属换热器。两边炉墙,炉底均选用砖砌构造,炉顶用耐火纤维毡制成,选用一台高压风机一起供给助燃风和用于排烟的引射风。在煤气总管,空气总管上设 有调节阀和流量孔板,在引射风总管上也设有调节阀,一起配备了一套领先的微机控制系统,显现仪表以及保护设备等。

1、重庆球化炉电炉设有热风循环装置使炉温均匀,工件受热均匀;2、电炉装载量大、生产率高,适用于各种类型的机件回火、火、预热用;3、电炉炉衬采用全纤维结构,提高炉体保温性能,节约能源,降低生产成本;4、重庆球化炉电炉装御料方便,操作条件好;5、炉门为前后双开式,2只装料台车轮流工作,节约能量并提高效率,操作方便;电炉设有连锁保护装置,可防止因误操作而发生的故障及事故7、无污染,环保效益好。电炉外壳有钢板和型钢焊接而成,炉体底部与台车轻轨连为一体,用户不需要基础安装,只须放于平整的水泥地面即可使用。炉衬采用全纤维结构,相对砖式炉膛节能50%左右,采用优质长纤维刺毯为原料,使用专用设备制成300×300×300规格的模块,并在加工过程留有一定的压缩量,以保证模块在砌筑完毕后,每块陶瓷纤维块在不同方向膨胀,使模块之间互挤成无间隙的整体,达达到良好隔热、保温效果,而且该产品施工方便快捷。

重庆球化炉由炉体,炉门,加热元件,通风机构和控制系统组成。重庆球化炉炉体由型钢和钢板焊接而成。炉衬的内壁通过不锈钢板整体与炉壳连接。炉体和炉套中填充了硅酸铝耐火纤维以进行隔热。炉门设计在炉体的下部,这意味着工件从下方进入和离开。 炉体的下部开口被打开,并且炉门的打开和关闭动作被机械地驱动,并且由电动机,减速齿轮箱,链轮,链条,轨道等完成。加热元件采用高电阻合金电阻带,该电阻带通过特殊的挂钩布置在衬套的两侧,以与衬套绝缘。风扇由鼓风机和导风板组成。 鼓风机电机和加热元件电气互锁。 只有在鼓风机打开后才能给加热元件通电。 这确保了加热元件可以在通风循环中工作。 在炉体的下部设有一个池,以便工件可以在短时间内进入池中进行淬火处理。控制部分采用晶闸管和数显表控制温度和报警。电炉在门的开闭机构和装卸机构上装有限位开关。 该开关连接到控制柜电源。

扫一扫关注我们





