
地址:浙江省长兴县林城镇工业园区
电话:0572-6877665
邮箱:942948823@qq.com
手机号:13567232149
网址:www.hongdadl.cn
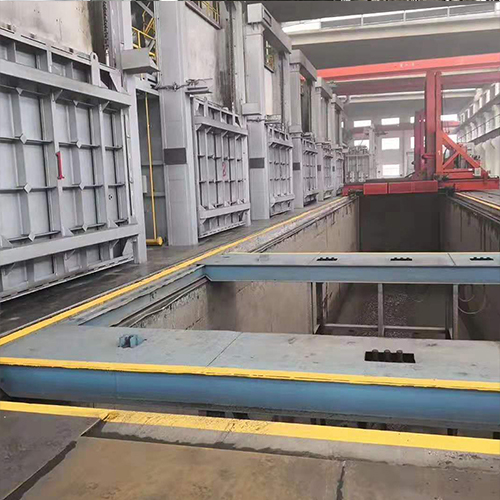
上海台车炉是根据用户要求专门设计的非标准电炉。 上海台车炉主要用于铝工业中各种工件的热处理,例如淬火和加热。使用条件:1.室内使用。2.环境温度为-5℃-40℃。3.使用区域的月平均相对湿度不超过85%,月平均温度不超过30°C。4.没有导电性粉尘,爆炸性气体和腐蚀性气体会严重损坏金属和绝缘。5.没有明显的振动和颠簸。该炉由炉体,炉门,加热元件,通风机构和控制系统组成。炉体由型钢和钢板焊接而成。炉衬的内壁通过不锈钢板整体与炉壳连接。炉体和炉套中填充了硅酸铝耐火纤维以进行隔热。炉门设计在炉体的下部,这意味着工件从下方进入和离开。炉体的下部开口被打开,并且炉门的打开和关闭动作被机械地驱动,并且由电动机,减速齿轮箱,链轮,链条,轨道等完成。加热元件采用高电阻合金电阻带,该电阻带通过特殊的挂钩布置在衬套的两侧,以与衬套绝缘。风扇由鼓风机和导风板组成。

上海台车炉适用于大中型真空产品零件的固溶处理和时效处理。 真空高压气体淬火炉是一种非常先进的真空热处理设备。 其卓越的性能和独特的设计提供了广泛的真空光亮气体,适用于高速钢,模具钢,不锈钢,合金钢,钛合金和其他合金材料等高精度零件。 磁性材料的淬火,退火,烧结和快速冷却。停止真空淬火炉后,必须将炉内的真空保持在66.5LPa以下。如果烤箱中有灰尘或污垢,请用蘸有酒精或汽油的布擦拭,然后使上海台车炉干燥。拆开炉体,真空系统和其他部件上的密封结构时,应先用酒精或汽油清洗并干燥,然后涂上真空油脂并组装。真空淬火炉的外表面经常被擦拭并保持清洁。零件和手推车在进入炉子之前必须清洗并干燥,以防止水分和污垢进入炉子。如果发现变速箱零件被卡住或不正确,并且发生控制故障,则应立即将其对齐,不要强行操作,以免损坏零件。机械传动零件应定期加油或进行维护保养。真空泵,阀门,测量仪器,热力仪表,电气部件和其他支撑部件根据产品的技术说明进行维修和保养。

(1)上海台车炉的温度均匀。通过循环风扇,上海台车炉通风柜面板,炉子结构,电加热功率分配,电加热元件布局,控制方法和过程以及炉门结构的相关设计,可以确保达到用户所需的温度均匀性。(2)立式铝合金淬火炉具有先进的机械系统系统的先进性由设计,组件选择(3)立式铝合金淬火炉控制系统完善反映在100-650℃,可实现精准的温度控制,系统稳定可靠,操作简便,避免人为错误操作,功能齐全。(4)快速可调的淬火传递时间炉底活动门,快速升降机构,先进的机械系统,使淬火传递快速可靠,时间可根据用户工艺要求,淬火速度≤15S。(5)淬火水箱采用移动小车或坑式形式,方便快捷地处理工件。高锰钢气体淬火炉适用于热处理工艺,例如大中型高锰钢铸件的淬火和不锈钢零件的固溶处理。高锰钢淬火炉性能特点:钢结构框架,具有承受炉体重量和工件重量的强度

工业上在设定的上海台车炉内采用井式回火炉的温度。上海台车炉温度控制系统主要由四个部分组成:温度传感器,温度调节器,执行装置和受控对象。其系统结构图。受控对象是大容量,大惯量的电炉温度对象,这是典型的多级体积滞后特性。在工程中,通常将其包括二阶体积滞后和纯滞后。 因为被控制对象具有大的电容,所以通常将热处理的晶闸管用作调节器的致动器。执行器的特性:电炉的温度调节是通过调节器的间歇作用来改变电炉丝关闭时间tb与打开时间tk的比值α,α= tb / tk(供电能量 )。设周期tc的导通周期的波数为n,每个周期的周期为t,则稳压器的输出功率为p = n×t×pn / tc,pn为电压的时间 在设定周期tc内完全通过。设备的输出功率。在工业中,调节坑式炉的温度是通过打开电路几个周期然后在设定的周期内关闭几个周期以改变晶闸管在晶闸管中的导通和关断时间的比率来调节负载。

(1)上海台车炉的燃烧器应沿熔池的切线方向安装。浴锅每隔一定的时间(例如每周)每30到40转一次,以防止浴锅过热和烧坏,以延长浴锅的寿命。(2)在熔池法兰和炉盘之间涂上耐火水泥或石棉衬垫密封垫,以防止熔融盐流入炉中。上海台车炉不宜用燃料加热硝酸盐炉,以防止在炉管烧穿后由炭黑和硝酸盐的作用引起的爆炸。(3)转向架炉膛的炉膛底部应设有盐孔,以备事故发生时将熔融盐排出,并通常用适当的材料堵住。(4)台车炉使用两个热电偶分别测量盐浴和加热元件附近的炉温。(5)使用氰化物,铅,碱等有毒盐时,应配备坚固的通风装置。新购买或翻新的电极盐浴炉应进行烘烤。 它可以用电阻丝炉烘烤,分段加热并绝缘,以防止混凝土浴中出现裂缝。炉壳和变压器接地。铜条应与电极手柄良好接触。检查浴槽,电极,电极手柄,变压器和水冷却装置是否短路。清除炉子所有部位的粘盐,水垢和其他污垢。

上海台车炉为中等工业窑炉,呈长条形。车辆厂锻冶车间车轴连续上海台车炉原选用燃油亚高速烧嘴,首要用于火车车轴加热铸造后进行热处理,是车辆厂锻冶车间首要设备之一。改造后的光亮退火炉的炉温分为三区,其间工件由推钢机推入炉膛一区——加热区,有两边墙上下错列安置的四只烧嘴,轨道由耐火砖砌成的拱支承,使工件可双面 加热,再向前是二区和三区——恒温区,在两边墙同高度错列安置四个烧嘴。八只烧嘴均选用低压涡流烧嘴,一区和二区之间设有间隔梁,在炉子前后顶部配有两台 复合式金属换热器。两边炉墙,炉底均选用砖砌构造,炉顶用耐火纤维毡制成,选用一台高压风机一起供给助燃风和用于排烟的引射风。在煤气总管,空气总管上设 有调节阀和流量孔板,在引射风总管上也设有调节阀,一起配备了一套领先的微机控制系统,显现仪表以及保护设备等。

扫一扫关注我们





